Welcome to the 3MS Documentation
The 3MS is short for MMMS, which stands for Modular Multi Material System

The 3MS is a simple, compact, modular, reliable, budget-friendly multimaterial system.
Why 3MS?
Why use the 3MS when there are many other multi-material systems?
Here are a few reasons:
- Simplified Design: Minimal mechanical complexity for increased reliability.
- Low Cost: A 4-filament-unit 3MS can be built for ~$150 USD
- Easily Sourceable: All the parts for the 3MS are available on Amazon.
- Comprehensive Documentation: Step-by-step guides to ensure smooth setup and operation.
- Scalable: Easily expand the system to handle any number of filaments.
Requirements
To use the 3MS, your setup has to meet the following requirements:
- Run Klipper firmware
- Have SSH (PuTTY) access (99.9% of Klipper installations have this, and if you don't you really should setup SSH)
- Have one spare USB port
- Have an adapter to install a PTFE tube to the inlet of your printer's extruder.
Get Started
To get started with the 3MS, see the Master Instructions.
Sample Prints

Model: Sheep by Cipis


Model: Voron Cube (bundled with OrcaSlicer), painted by me in OrcaSlicer


West3D Video Series
Thank you to Allen Rowand from West3D for making this ongoing series on the 3MS.
Comparison of Multimaterial Systems
Not sure if you want to use the 3MS? Check this comparison between several common multimaterial systems.
-
3MS Modular Multimaterial System for Klipper 3D Printers
Pros:
Simple Design
Reliability
Documentation
Modular Design
Active Community
Price (~$150)
Cons:
Compatibility (only Klipper)
-
Box Turtle MMU Automated Filament Changer

Pros:
Reliability
Active Community
Documentation
Cons:
Compatibility (only Klipper)
Complexity
Price ($300)
-
ERCF v2 An expandable MMU for Klipper-based 3D-printers

Pros:
Reliability
Modular Design
Active Community
Documentation
Cons:
Compatibility (only Klipper)
Complexity
-
TradRack by Annex Engineering

Pros:
Reliability
Modular Design
Active Community
Documentation
Cons:
Compatibility (only Klipper)
Complexity
-
3DChameleon MK4 Automatic Color Changer

Pros:
Compatibility
No custom firmware
Price ($200)
Cons:
Reliability
Documentation
-
SMuFF Smart Multi Filament Feeder

Pros:
Reliability
Modular Design
Documentation
Cons:
Complexity
-
Prusa MMU3 Multi Material Upgrade

Pros:
Reliability
Support
Documentation
Cons:
Compatibility
Price ($300)
-
CoPrint KCM Multi-Color Upgrade Kit for Klipper 3D Printers

Pros:
Simple Design
Modular Design
Documentation
Cons:
Complexity (relies on ChromaHead)
Price (~$300)
Master Instructions
Due to the modularity of the 3MS, there are many ways to set it up. This guide attempts to encompass all supported ways of setting up the 3MS.
Chapters
-

-
-

-

-

Image credit: Shutterstock
Setup ↵
BOM
Controller Choice
First, choose the control board you want to use in your 3MS. Choose a controller from the available ones here.
Number of filament units
First, choose the number of filament units you want. Each filament unit lets you print with an additional filament. Two filament units are the minimum. You can add or remove filament units after building, but the BOM and configuration will vary based on how many filament units you want.
Controller BOMs
Choose the BOM for your chosen controller from the list below:
Recommended: BTT MMB
Other Controllers
Filament Unit BOMs
For each filament unit, purchase this BOM:
| Name | Quantity | Price | Link | Notes |
|---|---|---|---|---|
| NEMA17 Stepper Motor | 1 | $9.99 | Amazon | You can use a pancake stepper if you want, but it will have less torque |
| MK8 Metal Extruder | 1 | $9.99 | Amazon | Alternatively, you can use this Dual-drive MK8 based extruder |
| PTFE Tubing | 1 | $8.99 | Amazon | You likely won't need this for every unit, as this is usually too long for only one unit |
Controllers ↵
BTT MMB
Max filament units: 4
MCU Name: 3ms
BOM
| Name | Price | Quantity | Link | Notes |
|---|---|---|---|---|
| BTT MMB | $34.99 | 1 | BTT | |
| Duponts | $9.99 | 1 | Amazon | These wires are only sufficient to run steppers, not heaters |
| 12V PSU | $7.39 | 1 | Amazon | This PSU is only sufficient to run steppers, not heaters |
Wiring
Route the wires from the NEMA17's to the controller board. Follow this table to determine which port to plug the motors into:
| Filament Unit # | Motor Port |
|---|---|
| 0 | M1 |
| 1 | M2 |
| 2 | M3 |
| 3 | M4 |
Now, grab your 12V PSU and two M-M duponts, one red and one black (M-M means that there is metal coming out of both ends of the cable). Plug the PSU into the wall, but don't plug the screw terminals into the PSU (the screw terminals have green)
- Plug the red wire into the positive terminal of the screw terminals
-
Plug the black wire into the negative terminal of the screw terminals
Danger
These dupont cables are too thin to run much more than the stepper motors. If you run a heater or other power-intensive device off of the MMB board, the duponts and/or PSU can melt/catch fire. To reduce the risk of this, you can double up on the duponts or get thicker wires.
-
Following this image, locate the HVIN and GND inputs (top left)

-
Route the two wires inside closest to the HVIN and GND inputs
- Using the markings on the board, plug the red wire into the HVIN terminal on the MMB
- Using the markings on the board, plug the black wire into the GND terminal on the MMB
-
Plug in the VUSB jumper

-
Verify all connections
Warning
If the wires are plugged into the wrong place, or swapped polarities, your MMB, Stepper motors, and/or PSU can be badly damaged.
-
Plug the PSU screw terminals into the PSU wire
Plug the MMB into your Klipper host with the cable that came with it.
If the MMB lights up, you wired it correctly!
Controllers
Follow this guide to determine which controller to use in your 3MS.
Options
The 3MS works on multiple different controllers.
Info
If your printer's mainboard has spare stepper ports, you can use them to control 3MS steppers. You can open an issue on Github (there's a template) to get a configuration made for your specific setup. Any controllers listed with "(main MCU)" use those spare stepper plugs.
Choose one of the following supported controllers (a checked box indicates it is fully tested, and an empty box indicates testers wanted):
-
Recommended
BTT SKR Mini E3 V2
Max filament units: 4
MCU Name: 3ms
BOM
| Name | Price | Quantity | Link | Notes |
|---|---|---|---|---|
| SKR Mini E3 V2 | $34.99 | 1 | Amazon | |
| Duponts | $9.99 | 1 | Amazon | These wires are only sufficient to run steppers, not heaters |
| 12V PSU | $7.39 | 1 | Amazon | This PSU is only sufficient to run steppers, not heaters |
Wiring
Route the wires from the NEMA17's to the controller board. Follow this table to determine which port to plug the motors into:
| Filament Unit # | Motor Port |
|---|---|
| 0 | XM |
| 1 | YM |
| 2 | ZAM or ZBM |
| 3 | E0M |
Now, grab your 12V PSU and two M-M duponts, one red and one black (M-M means that there is metal coming out of both ends of the cable). Plug the PSU into the wall, but don't plug the screw terminals into the PSU (the screw terminals have green)
- Plug the red wire into the positive terminal of the screw terminals
-
Plug the black wire into the negative terminal of the screw terminals
Danger
These dupont cables are too thin to run much more than the stepper motors. If you run a heater or other power-intensive device off of the SKR board, the duponts and/or PSU can melt/catch fire. To reduce the risk of this, you can double up on the duponts or get thicker wires.
-
Following this image, choose either the DCIN or POWER input

- Route the two wires inside closest to your chosen input
- Using the markings on the board, plug the red wire into the positive terminal on the SKR
- Using the markings on the board, plug the black wire into the negative terminal on the SKR
-
Verify all connections
Warning
If the wires are plugged into the wrong place, or swapped polarities, your SKR, Stepper motors, and/or PSU can be badly damaged.
-
Plug the PSU screw terminals into the PSU wire
If the SKR lights up, you wired it correctly!
Finally, plug the SKR into your Klipper host with the blue cable that came with it.
BTT SKR Pico
Max filament units: 4
MCU Name: 3ms
BOM
| Name | Price | Quantity | Link | Notes |
|---|---|---|---|---|
| SKR Pico | $35.99 | 1 | Amazon | |
| Duponts | $9.99 | 1 | Amazon | These wires are only sufficient to run steppers, not heaters |
| 12V PSU | $7.39 | 1 | Amazon | This PSU is only sufficient to run steppers, not heaters |
Wiring
Route the wires from the NEMA17's to the controller board. Follow this table to determine which port to plug the motors into:
| Filament Unit # | Motor Port |
|---|---|
| 0 | X |
| 1 | Y |
| 2 | Z1 or Z2 |
| 3 | E |
Now, grab your 12V PSU and two M-M duponts, one red and one black (M-M means that there is metal coming out of both ends of the cable). Plug the PSU into the wall, but don't plug the screw terminals into the PSU (the screw terminals have green)
- Plug the red wire into the positive terminal of the screw terminals
-
Plug the black wire into the negative terminal of the screw terminals
Danger
These dupont cables are too thin to run much more than the stepper motors. If you run a heater or other power-intensive device off of the SKR board, the duponts and/or PSU can melt/catch fire. To reduce the risk of this, you can double up on the duponts or get thicker wires.
-
Following this image, locate the POWER input

- Route the two wires inside closest to the POWER input
- Using the markings on the board, plug the red wire into the positive terminal on the SKR
- Using the markings on the board, plug the black wire into the negative terminal on the SKR
-
Verify all connections
Warning
If the wires are plugged into the wrong place, or swapped polarities, your SKR, Stepper motors, and/or PSU can be badly damaged.
-
Plug the PSU screw terminals into the PSU wire
If the SKR lights up, you wired it correctly!
Finally, plug the SKR into your Klipper host with the blue cable that came with it.
BTT Octopus (main MCU)
Warning
This configuration may not work with the BTT Octopus Pro.
Max filament units: 4
MCU Name: main
main MCU
This configuration is a main MCU configuration, meaning that your printer should already be running off a BTT Octopus and you don't need to purchase one.
BOM
Per filament unit:
1x TMC2209 ($7 each)
Wiring
Route the wires from the NEMA17's to the controller board. Follow this table to determine which port to plug the motors into:
| Filament Unit # | Motor Port |
|---|---|
| 0 | MOTOR7 |
| 1 | MOTOR6 |
| 2 | MOTOR5 |
| 3 | MOTOR4 |
Einsy RAMBo (main MCU) with SKR Mini E3 V2
Danger
This guide is an expert guide only
Info
This modification is designed for the Prusa MK3/S/S+, and depends on this Klipper configuration.
Why?
When printing fast, the TMC2130's on the Einsy RAMBo can get quite loud. The TMC2209's on the SKR Mini are much quieter and support denser microstepping.
BOM
| Name | Price | Quantity | Link | Notes |
|---|---|---|---|---|
| PSU -> Einsy Cable | $7.99 | 1 | PartsBuilt3D | |
| Stepperonline NEMA17 | $9.99 each | Amazon | 2 | Replaces current XY motors |
Wiring
First, unplug the 3MS steppers from the SKR Mini, and the XY steppers from the Einsy RAMBo. The motors will need to be switched due to different connector types between boards.
This table outlines the major wiring of this modification.
| Einsy RAMBo | SKR Mini E3 V2 | Motor |
|---|---|---|
| PSU+ | POWER+ | |
| PSU- | POWER- | |
| XM | 3ms0 | |
| YM | 3ms1 | |
| XM | X | |
| YM | Y |
Configuration
In your printer.cfg, comment out these lines:
| printer.cfg | |
|---|---|
Next, copy the contents of 3ms/controllers/einsy_rambo_with_skr_mini/xy-motors.cfg and ze-motors.cfg to klipper-prusa-mk3s/skr/xy.cfg, and klipper-prusa-mk3s/mk3s/ze.cfg, respectively.
Add the following new lines:
Restart Klipper.
Zonestar ZM384 (main MCU)
Max filament units: 3
MCU Name: main
main MCU
This configuration is a main MCU configuration, meaning that your printer should already be running off a ZM384 and you don't need to purchase one.
| Filament Unit # | Motor Port |
|---|---|
| 0 | E0 |
| 1 | E1 |
| 2 | E2 |
| 3 | E3 |
Mini RAMBo
Max filament units: 4
MCU Name: 3ms
BOM
| Name | Price | Quantity | Link | Notes |
|---|---|---|---|---|
| Mini RAMBo | 1 | |||
| Duponts | $9.99 | 1 | Amazon | These wires are only sufficient to run steppers, not heaters |
| 12V PSU | $7.39 | 1 | Amazon | This PSU is only sufficient to run steppers, not heaters |
Wiring
Route the wires from the NEMA17's to the controller board. Follow this table to determine which port to plug the motors into:
| Filament Unit # | Motor Port |
|---|---|
| 0 | XM |
| 1 | YM |
| 2 | ZAM or ZBM |
| 3 | E0M |
Now, grab your 12V PSU and two M-M duponts, one red and one black (M-M means that there is metal coming out of both ends of the cable). Plug the PSU into the wall, but don't plug the screw terminals into the PSU (the screw terminals have green)
- Plug the red wire into the positive terminal of the screw terminals
-
Plug the black wire into the negative terminal of the screw terminals
Danger
These dupont cables are too thin to run much more than the stepper motors. If you run a heater or other power-intensive device off of the RAMBo board, the duponts and/or PSU can melt/catch fire. To reduce the risk of this, you can double up on the duponts or get thicker wires.
-
Route the two wires inside closest to your chosen input
- Using the markings on the board, plug the red wire into the positive terminal on the RAMBo
- Using the markings on the board, plug the black wire into the negative terminal on the RAMBo
-
Verify all connections
Warning
If the wires are plugged into the wrong place, or swapped polarities, your RAMBo, Stepper motors, and/or PSU can be badly damaged.
-
Plug the PSU screw terminals into the PSU wire
If the RAMBo lights up, you wired it correctly!
Finally, plug the RAMBo into your Klipper host with the cable that came with it.
Mellow Fly D7
Max filament units: 7
MCU Name: 3ms
BOM
| Name | Price | Quantity | Link | Notes |
|---|---|---|---|---|
| Mellow Fly D7 | 1 | |||
| Duponts | $9.99 | 1 | Amazon | These wires are only sufficient to run steppers, not heaters |
| 12V PSU | $7.39 | 1 | Amazon | This PSU is only sufficient to run steppers, not heaters |
Wiring
Route the wires from the NEMA17's to the controller board. Follow this table to determine which port to plug the motors into:
| Filament Unit # | Motor Port |
|---|---|
| 0 | X |
| 1 | Y |
| 2 | Z |
| 3 | Z1 |
| 4 | Z2 |
| 5 | E0 |
Now, grab your 12V PSU and two M-M duponts, one red and one black (M-M means that there is metal coming out of both ends of the cable). Plug the PSU into the wall, but don't plug the screw terminals into the PSU (the screw terminals have green)
- Plug the red wire into the positive terminal of the screw terminals
-
Plug the black wire into the negative terminal of the screw terminals
Danger
These dupont cables are too thin to run much more than the stepper motors. If you run a heater or other power-intensive device off of the board board, the duponts and/or PSU can melt/catch fire. To reduce the risk of this, you can double up on the duponts or get thicker wires.
-
Using the markings on the board, plug the red wire into the positive terminal on the board
- Using the markings on the board, plug the black wire into the negative terminal on the board
-
Verify all connections
Warning
If the wires are plugged into the wrong place, or swapped polarities, your board, Stepper motors, and/or PSU can be badly damaged.
-
Plug the PSU screw terminals into the PSU wire
If the board lights up, you wired it correctly!
Finally, plug the board into your Klipper host with the cable that came with it.
Geetech A30T
Contributed by @ImChrono
Max filament units: 7
MCU Name: 3ms
BOM
| Name | Price | Quantity | Link | Notes |
|---|---|---|---|---|
| Geetech A30T | $34.99 | 1 | Geetech | |
| Duponts | $9.99 | 1 | Amazon | These wires are only sufficient to run steppers, not heaters |
| 24V PSU | $7.39 | 1 | Amazon | This PSU is only sufficient to run steppers, not heaters |
Firmware
To flash Klipper firmware to the A30T, run the following command and see the following screenshot:

Next, connect the BOOT0 jumper on the A30T and run:
Wiring
Route the wires from the NEMA17's to the controller board. Follow this table to determine which port to plug the motors into:
| Filament Unit # | Motor Port |
|---|---|
| 0 | X |
| 1 | Y |
| 2 | Z0 |
| 3 | Z1 |
| 4 | E1 |
| 5 | E2 |
| 6 | E3 |
Now, grab your 12V PSU and two M-M duponts, one red and one black (M-M means that there is metal coming out of both ends of the cable). Plug the PSU into the wall, but don't plug the screw terminals into the PSU (the screw terminals have green)
- Plug two red wires into the positive terminal of the screw terminals
-
Plug two black wires into the negative terminal of the screw terminals
Danger
These dupont cables are too thin to run much more than the stepper motors. If you run a heater or other power-intensive device off of the motherboard, the duponts and/or PSU can melt/catch fire. To reduce the risk of this, you can double up on the duponts or get thicker wires.
-
Route the four wires inside closest to your chosen input
- Using the markings on the board, plug the two red wires into the positive terminal on the motherboard
- Using the markings on the board, plug the two black wires into the negative terminal on the motherboard
-
Verify all connections
Warning
If the wires are plugged into the wrong place, or swapped polarities, your motherboard, Stepper motors, and/or PSU can be badly damaged.
-
Plug the PSU screw terminals into the PSU wire
If the motherboard lights up, you wired it correctly!
Finally, plug the motherboard into your Klipper host with the cable that came with it.
UART Conversion
⚠️ Attention: Proceed with Caution! ⚠️
This modification involves delicate hardware changes that require precision and attention to detail. Mistakes in wiring or soldering can permanently damage your GTM32_103_V1 board.
- Double-check connections before applying power.
- Use proper tools and follow best practices for soldering.
- If you are not confident in your skills, seek assistance from an experienced individual or professional.
You proceed at your own risk.
Overview
This guide details the process of modifying the GTM32_103_V1 3D printer controller board to enable UART capabilities. The GTM32_103_V1 board features 7 TMC2208 drivers operating in standalone mode by default. This modification involves removing the SD card slot and repurposing its pinouts for UART communication.
Features of the Modification
- UART Capability: Enables communication with TMC2208 drivers via UART repurposing the SDCard slot
Hardware Changes
Components Modified
- SD Card Slot: Removed entirely to free up pinouts for UART.
- Repurposed Pins: SD card slot pins are reassigned as per the following table:
| TCM2208 Driver | SD Card Pin | STM32 Pin |
|---|---|---|
| Motor0 | 9 | PC7 |
| Motor1 | 8 | PC9 |
| Motor2 | 7 | PC8 |
| Motor3 | 5 | PC12 |
| Motor4 | 3 | PD2 |
| Motor5 | 2 | PC11 |
| Motor6 | 1 | PC10 |
Procedure
- Remove Pull down resistor from each driver:
- Desolder the SMD 1kΩ resistor carefully to avoid damaging the surrounding components.
| TMCDriver | PCB Code |
|---|---|
| Motor0 | R53 |
| Motor1 | R57 |
| Motor2 | R62 |
| Motor3 | R120 |
| Motor4 | R71 |
| Motor5 | R95 |
| Motor6 | R105 |
- Remove the SD Card Slot:
- Desolder the SD card slot carefully to avoid damaging the surrounding components.
- Repurpose the Pinouts:
- Rewire the SD card pins according to the table above.
- Connect each pin to its corresponding UART connection for the TMC2208 drivers.
Testing and Validation
After completing the hardware changes: 1. Connect the board to your 3D printer and power it on. 2. Use your firmware to verify UART communication with each TMC2208 driver. 3. Check for successful responses from the drivers using a terminal or debugging tool.
Photos
Add your photos here to demonstrate the modification process and results:
- Close-up of the TMC driver
-Close-up of the TMC driver with resistor removed (solder the uart pint to the red signed pin)
-
Close-up of the SD card:
-
Rewired pins with labels.
UART Configuration
When configuring this board with Happy Hare firmware, be sure to use UART-mmu.cfg and UART-mmu_hardware.cfg (renaming to mmu.cfg and mmu_hardware.cfg respectively).
Ended: Controllers
Assembly
Follow this guide to assemble your 3MS.
Printed Parts
Enclosure
Y-Splitter
-

OFFICIAL 4-way Y splitter with ECAS04 designed by 3DCoded.
-

4-way Y-splitter designed by ImChrono.
-
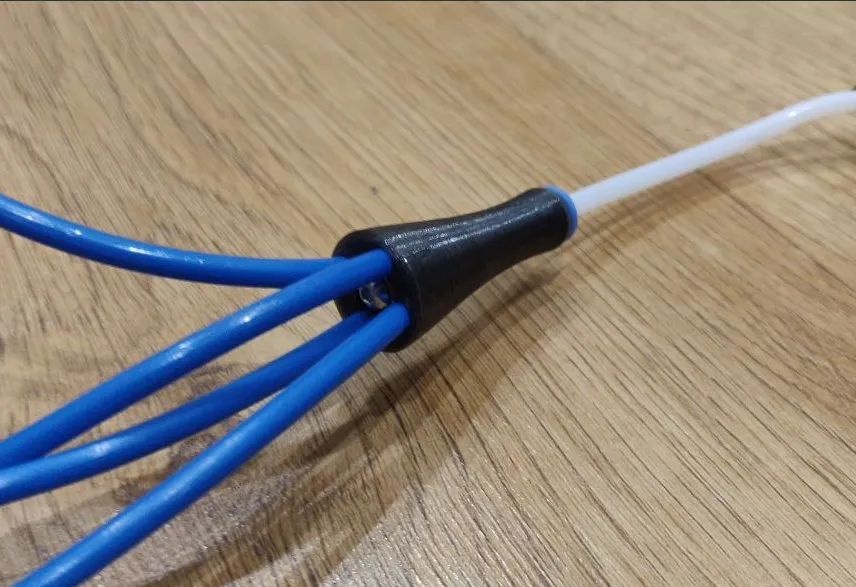
4-way Y-splitter with ECAS04 and M3 Bolt designed by Jager-f.
Filament Units Assembly
- If using any mounting parts, place it on the face of your NEMA17 motor.
- Assemble the MK8 extruders using the instructions that came with them.
- Repeat for all filament units.
Wiring
Note for Certain Printers
If your printer has Klipper running internally (not on an external computer like a Raspberry Pi), the controller (if not a main MCU config) is plugged into a USB port on the printer itself.
Follow one of the following guides based on your controller:
Recommended: BTT MMB
Configuration
After installing Happy Hare firmware, there are some configurations you need to go through before printing in multimaterial.
Filament Sensors
To use the 3MS, you'll need a filament sensor. Assuming you already have one installed, you can configure it in mmu_hardware.cfg.
Locate the [mmu_sensors] section near the bottom of mmu_hardware.cfg.
Extruder/Toolhead Sensors
To configure an extruder entry sensor (a sensor right before your extruder), set your extruder_switch_pin:
Don't know your sensor pin?
If you don't know your sensor pin, and it's already configured with Klipper, locate your sensor configuration (usually filament_switch_sensor) and note the sensor_pin.
To configure your toolhead sensor (a sensor right after your extruder), set your toolhead_switch_pin the same way as you set your extruder_switch_pin.
Shared Gate Sensor (Optional)
Moving backwards from the extruder, the next possible sensor you may have installed is a shared gate sensor. This goes right after the Y-splitter.
If you have a gate sensor installed, set your gate_switch_pin:
Pre/Post Gate Sensors (Optional)
If you have a filament sensor before or after each of your 3MS filament units, configure a pre_ or post_gate sensor.
Pre-Gate
Pre-gate sensors go before each of your filament units. Configure each of these:
| mmu_hardware.cfg | |
|---|---|
Post-Gate
Post-gate sensors go after each of your filament units. Configure each of these:
| mmu_hardware.cfg | |
|---|---|
Existing Sensors
Before moving on, ensure all your existing filament_switch_sensor and filament_motion_sensor sections are commented out or deleted. Leaving this enabled will lead to unintended issues later on.
Distances
There are many key distances to set up in Happy Hare firmware. All the distance parameters are located in mmu_parameters.cfg.
Homing Endstop
Firstly, when homing filament (checking if it is present), you have three options for the sensor to be used:
- mmu_gate Use the shared gate sensor after the Y-splitter
- mmu_gear Use the individual post-gate sensors.
- extruder Use the extruder entry sensor.
Select one of the three options in gate_homing_endstop, located in mmu_parameters.cfg.
Homing Distance
Next, configure the maximum distance Happy Hare should attempt to load filament to the homing sensor, before "giving up" and deciding that the spool is empty. This should usually be ~150% the distance from your filament parking position to the sensor.
Note
If you use post-gear endstops (mmu_gear), this uses the gate_preload_homing_max parameter.
This parameter is called gate_homing_max.
Parking Position
This is the location your filament should park when idle, measured from your gate endstop. This should be set to ~1-2cm above your Y-splitter.
This parameter is called gate_parking_distance.
Eject Distance
Finally, if you want to switch out which filament is in a filament unit, edit your gate_final_eject_distance. This should be the distance from your parking position to your filament unit gears, plus a small margin.
Speeds
There are many different speeds you can configure with Happy Hare firmware.
These are located in the speeds section of mmu_parameters.cfg (near the top).
Homing Speed
"Homing" is when the HH moves the filament into your extruder entry sensor to ensure they are present. You can adjust the speed at which this happens by editing the gear_homing_speed parameter.
First Load Speeds
Happy Hare allows for slowing down the initial load to deal with additional drag from the filament spool. To adjust this speed, adjust gear_from_spool_speed.
Load/Unload Speeds
To adjust your load/unload speeds during a toolchange, adjust the gear_from_buffer_speed parameter.
Calibration
Follow this guide to calibrate your 3MS.
Original Documentation
This guide is a simplified version of the official Happy Hare documentation. I highly recommend you read it as it contains useful information and goes more in detail if you are having trouble with the calibrations.
Verify Filament Sensors
Before calibrating, it is important to ensure that your filament sensors are working properly.
Run in your Klipper console:
and verify the output. For each endstop, open means no filament detected, and TRIGGERED means filament present. Re-run the command several times, inserting/removing filament to each of the sensors, to verify that each filament sensor properly detects filament.
Gear Steppers
First, calibrate your gear steppers (filament units). The goal of this calibration is to ensure the filament actually moves as far as expected.
First, detach the PTFE tubing from each of the filament units.
For each filament unit (gate), repeat the following steps:
- Manually load filament until it sticks out slightly from the end of the filament unit
- Cut the tip of the filament to be flush with the PTFE coupler (side cutters are good for this).
-
Run the following commands in your Klipper console:
where
nis the gate number you are calibrating (starting at zero). -
The filament should move forwards. If it moves backwards, invert your gear stepper. Measure the distance the filament moved out of the extruder. Using side cutters the same as before can be helpful for this. Run the following command in your Klipper console:
where
nis the measured distance. -
Repeat step c. The filament should move exactly
100mm.
Encoder (if installed)
If you are using an encoder, like a BTT SFS (Smart Filament Sensor), you need to calibrate your encoder.
- Load your filament manually to its parking position at the start of the Y-splitter.
-
Run in your Klipper console:
Inverting a Gear Stepper
If you notice any of your gear steppers moving filament in the opposite direction as expected, you need to invert the gear stepper. There are two options to do this:
- Physically flip the stepper cables
- Invert it in software
To invert a gear stepper in software, open mmu_hardware.cfg and invert the dir_pin for the respective stepper.
Example, if T1 is moving backwards:
Tip
If the pin already has a ! in front of it, remove it to invert it.
Restart Klipper.
Ended: Setup
Guides ↵
Configuration Generator
Follow this guide to create a custom configuration for your 3MS.
Base Configuration
First, find the case configuration for your mainboard. The best place to find these is in the official Klipper sample configurations.
In this example, a BTT SKR Mini E3 V3 will be used. A base configuration is available in the official configuration here.
Raw File
Now you have the configuration, but it isn't a raw file. It's a full webpage. To continue, you need the raw configuration. To do this, find the "Raw" button in the upper-right corner of the page.

Now, you will be redirected to a page with the raw configuration. Copy the URL.

Generating the Configuration - Web
Generating the Configuration - Shell
Now that you have the raw URL, you need to install the generator script.
Installation
-
Clone the 3MS repository:
-
Ensure Python 3 is installed (not Python 2).
-
Install
requests
Running the Script
First, start the script:
Now, you will be presented with several options.
Configuration URL
Paste in the URL you found earlier.
Local file configurations
You can also use a file configuration by passing the --file parameter:

Selected Steppers
The script will now list all the stepper motor configurations that were found in the configuration, with a number next to each. Enter the desired steppers, seperated by spaces.

TMC Drivers
For each stepper you selected, the script will ask you which TMC driver to use. For the SKR Mini E3 V3, there is only one option: TMC2209.
No TMC Drivers?
If you don't want to use TMC drivers in your configuration, pass the --no-tmc parameter:

MCU Name
Finally, the script will ask you for the name of the MCU controlling your 3MS. Follow the naming convention outlined in the prompt.

Your configuration will now be available in ~/3MS/mmu.cfg and ~/3MS/mmu_hardware.cfg.
3DChameleon to 3MS Conversion
Follow this guide to convert a 3DChameleon to a 3MS.
BOM
| Name | Price | Quantity | Link | Notes |
|---|---|---|---|---|
| BTT MMB | $34.99 | 1 | BTT | |
| Duponts | $9.99 | 1 | Amazon | These wires are only sufficient to run steppers, not heaters |
| 24V PSU | $12.99 | 1 | Amazon | This PSU is only sufficient to run steppers, not heaters |
| MK8 Metal Extruder | $9.99 | 2 | Amazon | Alternatively, you can use this Dual-drive MK8 based extruder |
The final cost of this upgrade is around $70.
Instructions
- Release the eight bolts on the 3DChameleon unit to remove the two NEMA17 stepper motors.
- Unplug the NEMA17's from the 3DChameleon electronics board
- Remove the PTFE tubes from the 3DChameleon unit and the Y-splitter
Next, follow the Master Instructions except for the BOM section.
Ended: Guides
Contributing ↵
Contributing
If you want to contribute to the 3MS project, follow the instructions below.
Development Setup
Follow Development Setup to setup your system for development with the 3MS.
Pull Request
Finally, submit a pull request. A developer will get back to you soon with feedback, before merging your pull request into the main project.
Thank you for your contribution to the 3MS project!
Development Setup
Follow this guide to setup your system for development with the 3MS.